
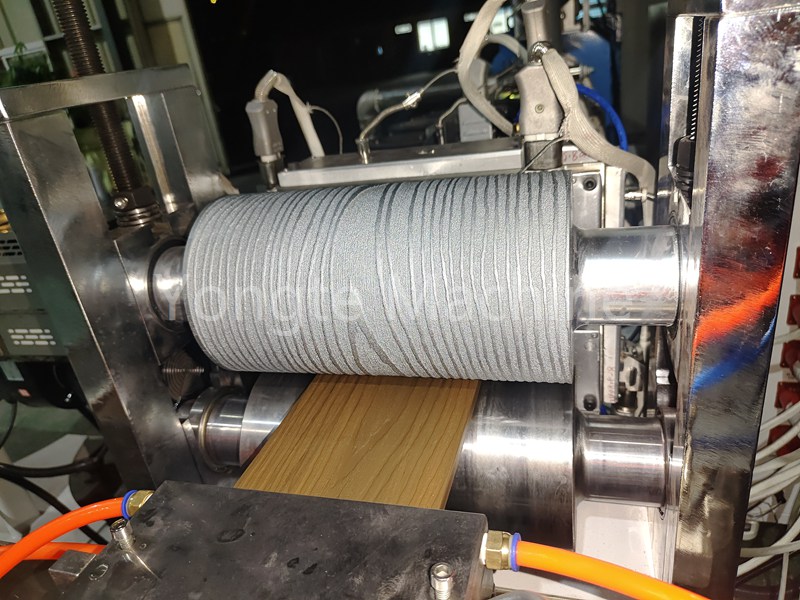
Solution for WPC decking online embossing problems
When producing WPC decking, online embossing is very important for the quality of the product, but many operators encounter problems during production, resulting in either blurred patterns or uneven embossing depths.
Don't panic! Today, Sure will share our professional embossing "first aid kit" with you. After reading it, you can directly grasp the high-quality WPC decking ! In fact, as long as you master the key points, the rollover scene can also be transformed gorgeously! Next, Sure engineers will teach you step by step to turn the "rollover scene" into the "ceiling of appearance"!

The unclear pattern on the surface of wood-plastic flooring may be caused by many factors such as raw materials, production process, equipment molds, etc. The following are specific reasons and solutions:
I. Raw material problems
1. Unreasonable raw material ratio
Reason:
The content of plant fibers such as wood powder/bamboo powder is too high, or the proportion of plastic substrates (such as PE, PVC) is too low, resulting in poor fluidity of the mixture and difficulty in filling the mold pattern details.
Too much filler (such as calcium carbonate) may reduce the plasticity of the melt and cause unclear pattern pressing.
Solution suggestions:
Optimize the formula ratio and appropriately increase the content of plastic substrate (such as PE/PVC ratio increased to 40%~60%) to ensure that the melt has good fluidity at high temperature.
Control the amount of filler, or use filler materials with finer particle size (such as nano calcium carbonate) to improve the uniformity of the mixture.
2. Poor raw material melting effect
Reason:
The processing temperature is insufficient, the plastic is not completely melted, and the combination with the fiber is not tight, and the mold texture cannot be fully transmitted during pressing.
The moisture content of the raw materials is too high (especially wood powder), and water vapor is generated at high temperature, resulting in surface bubbles or blurred patterns.
Solution suggestions:
Increase the temperature of the extruder (such as increasing the temperature of the melting section by 5~10℃) to ensure that the plastic is completely plasticized, and at the same time avoid material degradation caused by excessive temperature.
Dry the fiber raw materials such as wood powder (the moisture content is controlled below 3%), which can be pre-treated by drying equipment.

II. Production process problems
1. Insufficient extrusion pressure
Reason:
The extruder screw speed is too low or the screw is worn, resulting in insufficient melt pressure and unable to effectively fill the mold pattern groove.
The mold flow channel design is unreasonable (such as the inlet section is too wide, the compression ratio is insufficient), resulting in excessive pressure loss.
Solution suggestions:
Appropriately increase the screw speed (such as increasing 10~20r/min), or replace the worn screw/barrel to increase the melt delivery pressure.
Optimize the mold structure, increase the length of the compression section or adjust the flow channel compression ratio (such as from 2:1 to 3:1) to ensure sufficient pressure at the pattern.
2. Improper embossing timing and cooling control
Reason:
The distance between the embossing roller and the extruder outlet is too far, the melt cools too quickly, and it is difficult to extrude a clear pattern after the surface hardens.
The temperature of the embossing roller is too high or too low: Too high temperature can easily cause pattern deformation; too low temperature will cause the melt to cool quickly and the pattern is incomplete.
The cooling speed is uneven, and the local pattern is blurred due to rapid shrinkage.
Solution suggestions:
Shorten the distance between the embossing station and the extruder (it is recommended to be controlled within 50~100cm) to ensure that the melt is in the best plastic state.
Precisely control the temperature of the embossing roller (usually 20~30℃ lower than the melting temperature), which can be adjusted in real time through the temperature control system.
Optimize the cooling system and use segmented cooling (such as air cooling first and then water cooling) to ensure uniform surface cooling and avoid rapid cooling deformation.
III. Equipment and embossing roller problems
1. Embossing roller wear or design defects
Reason:
After long-term use, the edge of the embossing roller is worn and blunted, resulting in insufficient three-dimensional sense of the embossed pattern.
The pattern depth is too shallow (such as <0.3mm) or the angle is too large (such as the bevel angle >60°), and it is difficult for the melt to fill the tip details.
Solution suggestions:
Regularly check the wear of the embossing roller, maintain or replace it in time to ensure the sharp edge of the pattern.
Optimize the design of the embossing roller pattern: the depth is recommended to be 0.5~1.0mm, and the bevel angle is controlled at 45°~55° to facilitate melt filling and demolding.
2. Insufficient embossing roller precision
Reason:
The surface roughness of the embossing roller is not enough (such as Ra value >1.6μm), or the pattern engraving precision is low (such as insufficient laser engraving resolution), resulting in blurred lines.
The pressure between the embossing roller and the traction roller is uneven (such as the left and right pressure difference >5%), resulting in partial clarity and partial blur of the pattern.
Solution suggestions:
Surface treatment of the embossing roller (such as chrome plating, mirror polishing), control of roughness Ra≤0.8μm, and use high-precision engraving technology (such as fiber laser engraving, resolution ≤0.02mm).
Calibrate the embossing roller pressure system to ensure uniform pressure on the left and right sides (error <2%), which can be monitored in real time by the pressure sensor.

IV. Other factors
1. Too fast traction speed
Reason:
The traction speed does not match the extrusion speed (such as traction speed > extrusion line speed 15%), resulting in excessive stretching of the melt during embossing and flattening of pattern details.
Solution suggestions:
Adjust the traction speed so that the traction line speed matches the extrusion speed (error ≤5%), which can be controlled by inverter linkage.
2. Improper use of lubricant
Reason:
Excessive addition of lubricant (such as more than 1.5%) causes the melt surface to be too smooth, easy to slip during embossing, and difficult to form patterns.
Solution:
Reduce the amount of lubricant (such as controlling it within 0.5%~1.0%), or replace it with an internal lubricant with better compatibility (such as glyceryl stearate) to avoid affecting the melt adhesion.
To sum up, solving the problem of online embossing requires multiple aspects. Find the root cause and solve it according to the actual production situation. Then you can stably produce high-quality and beautiful wpc decking. If you have any needs, please contact Sure's engineer team to help you solve various problems in the production of wpc decking online.




